Ліццё пад высокім ціскам - гэта метад, пры якім вадкі або напаўвадкі метал запаўняе паражніну формы для ліцця пад высокім ціскам на высокай хуткасці, а таксама фармуецца і застывае пад ціскам для атрымання адліўкі.
1. Працэс ліцця пад высокім ціскам
1.1
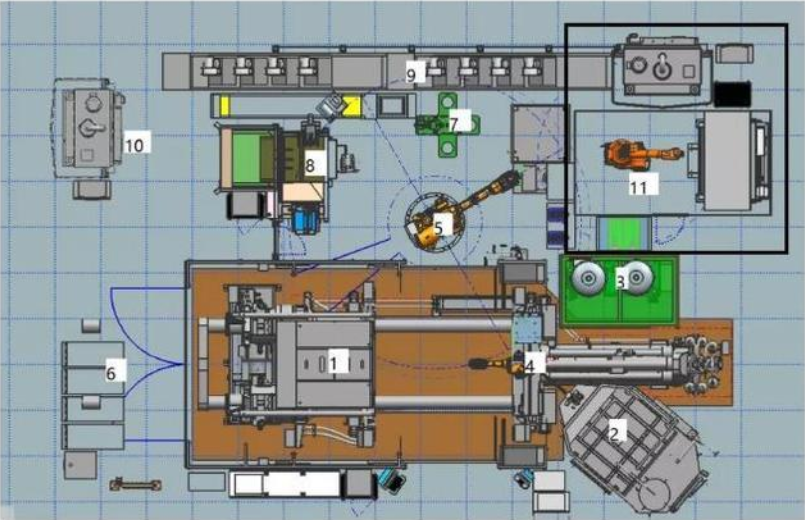
У цяперашні час агульны востраў для ліцця пад ціскам будзе разглядаць наступную канфігурацыю; Машына для ліцця пад ціскам з вакуумам, печ для захавання цяпла абсталявана сістэмай колькаснага ліцця, прадукт з тыпам сістэмы распылення, скарачэнне часу распылення, робат, які прымае дэталі, мяшок для дзындры, рэзка кода і іншыя работы, апошняя рэзка да сістэма варот; Востраў для ліцця пад ціскам таксама можа быць мадэрнізаваны для аўтаматычнай ачысткі ва ўмовах вялікай колькасці.
1.2
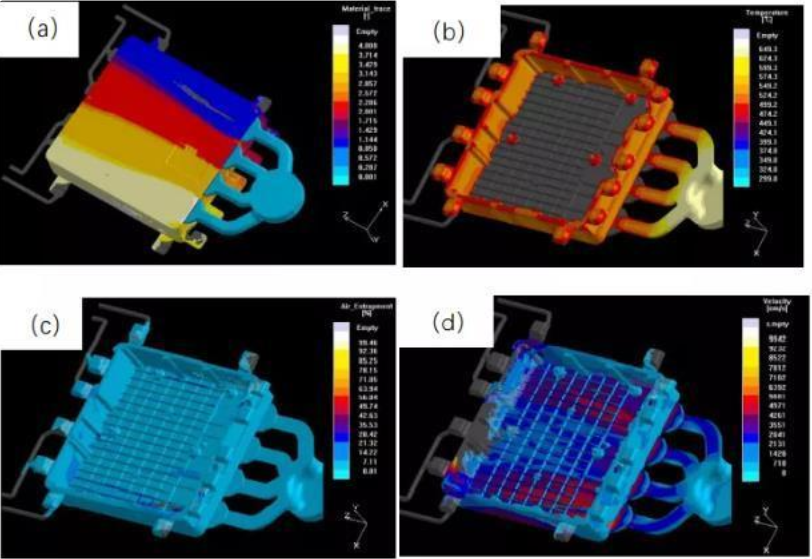
Аналіз CAE усё шырэй і шырэй выкарыстоўваецца ў прамысловасці ліцця пад ціскам, прадстаўлены PROCAST, MAGMA, flow-3D і г.д. Згодна з вынікамі разлікаў патоку напаўнення і размеркавання хуткасці, мадэляванне можа дакладна прадказаць дэфекты, такія як рэгістрацыя, уключэнне і дрэннае запаўненне, што значна паляпшае ўраджайнасць і эканоміць вельмі аб'ектыўны кошт. Гэта вельмі карысны інструмент для хуткага і навуковага праектавання ўсёй ліцейнай сістэмы (затвор, літнік і пераліўны бак і г.д.) для ліцця пад ціскам. Аптымізацыя параметраў працэсу ліцця, скарачэнне колькасці выпрабаванняў формы, зніжэнне кошту ліцця, паляпшэнне якасці прадукцыі. Праграмнае забеспячэнне CAE выкарыстоўвалася для агульнага аналізу справаздач аб напаўненні, зацвярдзенні, размеркаванні сітаватасці і размеркаванні па хуткасці
1.3 Прымяненне вакуумнага ліцця пад ціскам
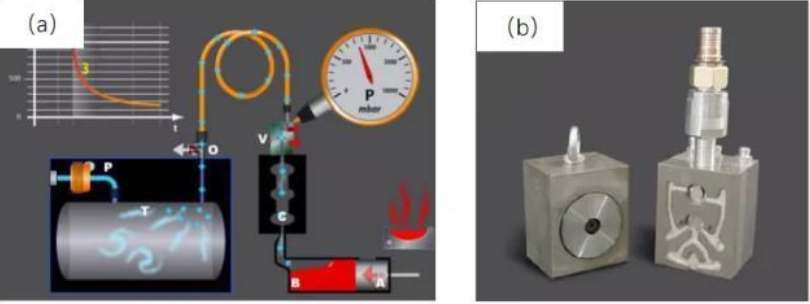
З пастаяннай пастаўкай патрабаванняў да якасці прадукцыі выкарыстанне вакууму для вырашэння праблемы напаўнення і герметычнасці адлівак было добра развіта, і звычайна выкарыстоўваецца вакуумны клапан, найбольш часта выкарыстоўваны вакуумны клапан мае наступныя дзве структуры. На малюнку 3 прадстаўлена прынцыповая схема вакуумнага клапана. Як і пры звычайным працэсе ліцця пад ціскам, пасля таго, як алюмініевая вада паступае ў камеру, пачынаецца вакуумаванне. Затым, калі машына для ліцця пад ціскам запускаецца на высокай хуткасці, кінэтычная энергія алюмініевай вады дакранаецца да спружыннай пласціны вакуумнага клапана. Пры выкарыстанні механічнага вакуумнага клапана ён, як правіла, зачынены падчас папярэдняга нагрэву формы. Калі папярэдні нагрэў завершаны, вакуумны клапан можна выкарыстоўваць толькі пры запуску высокай хуткасці і павышэння ціску. Механічны вакуумны клапан мае перавагі простага выкарыстання, але дакладнасць апрацоўкі вакуумнага клапана высокая, а кошт вакуумнага клапана адносна высокая. Малюнак 4 - прынцыповая схема гідраўлічнага вакуумнага клапана. Прынцып працы механічнага вакуумнага клапана такі ж. Калі пачынаецца ўдар, пачынаецца вакуум, але прынцып закрыцця вакуумнага клапана іншы. Калі гідраўлічны вакуумны клапан звычайна запускаецца на высокай хуткасці, тып адначасова накіроўваецца ў гідраўлічную сістэму вакуумнага клапана, і вакуумны клапан зачыняецца. Кошт гідраўлічнага вакуумнага клапана адносна нізкі, але ён патрабуе, каб параметры працэсу ліцця пад ціскам і канструкцыя формы адпавядалі, у адваротным выпадку ліццё алюмінія пад ціскам вады ў вакуумны клапан прывядзе да закаркаванні.
2.Адліўкі
У цяперашні час вырабы для ліцця пад ціскам з алюмініевага сплаву дзеляцца на тры катэгорыі ў залежнасці ад колькасці. Першая катэгорыя - аўтамабіль, матацыкл, трансмісійная абалонка рухавіка, прадстаўленая рухавіком, корпусам цыліндра і гэтак далей. Другі тып - гэта абалонка базавай станцыі і абалонка фільтра, прадстаўленыя сеткавай сувяззю, а трэці тып - гэта структура корпуса з больш высокімі патрабаваннямі да механічных характарыстык. Як паказана на малюнку, гэта тыповы прадукт для ліцця пад ціскам з алюмініевага сплаву:

3.Заключэнне
Алюмініевы сплаў валодае высокай удзельнай трываласцю і добрай каразійнай стойкасцю, выдатнай электраправоднасцю. У сацыяльных умовах энергазберажэння і скарачэння выкідаў і аховы навакольнага асяроддзя ліццё пад ціскам з алюмініевага сплаву хутка развіваецца ў Кітаі. Я лічу, што ў бліжэйшай будучыні вырабы з алюмініевых сплаваў будуць больш дыверсіфікаванымі. Асноўная дэфармацыя заключаецца ў наступных аспектах; 1) З распрацоўкай прадуктаў гэта будзе стымуляваць распрацоўку новых матэрыялаў з адліванага пад ціскам алюмініевага сплаву, такіх як: высокая цеплаправоднасць, высокая трываласць і высокая трываласць; 2) новыя матэрыялы з алюмініевага сплаву для ліцця пад ціскам таксама будуць спрыяць развіццю новых тэхналогій ліцця пад ціскам, такіх як працэс паўцвёрдага ліцця пад ціскам, ліццё пад высокім вакуумам 3) развіццё тэхналогіі таксама дасць абсталяванне, дапаможныя матэрыялы, якія вылучаюць больш высокія патрабаванні , такія як: вялікая машына для ліцця пад ціскам, машына для тэмпературы прэс-формы, абсталяванне для распылення, машына для супастаўлення з прэс-формай, вакуумная машына, халодная машына, сістэма кантролю тэмпературы формы і выяўлення і г.д.
Час размяшчэння: 19 мая 2022 г